发布日期:2020-03-30 浏览次数:635
铝型材光泽度是判定产品质量的一个重要指标,为了管控铝型材的外观品质,就可以通过高精度的光泽度仪来进行测量。本文就为大家带来光泽度测铝型材样品的方法,感兴趣的朋友不妨来看看吧!
铝型材光泽度要求:
铝材光泽度是判断铝合金加工质量的一个重要指标,质量好铝材切口平整,呈现高度光泽。不过,人们通过目视观察时,容易受到光线、观察角度、观察者心理的影响,为了准确的判定铝材光泽度,就可以通过专门的光泽度仪来测量。三角度光泽度计YG268就是一款参照国际标准ISO2813和中国国家标准GB/T9754设计制造的光泽度测量仪器,满足JJG696一级工作光泽度仪要求,可以帮助广大用户准确的测定铝材表面光泽度。
光泽度仪测铝型材步骤:
一、打开仪器开关
通常我们的光泽度测试仪开机键就是测量键,长按测量键就可以开机!
二、校准
1、标准板有污损,请用专用镜头布把标准板擦干净,然后把主机扣入底座。
2、主机未紧贴标准板,请重新扣入底座。
3、环境温度发生重大变化,应在仪器温度与环境温度趋于相近,并确认仪器测试口内的透镜和底座的标准板没有结露后,重新开机测量。
排除以上原因,主机重新扣入底座,仪器再次自诊断,如果故障排除,显示“OK”,自动进入自校准模式。
三、选择测量模式
为了应对不同的使用环境,我们的光泽度测量仪设置了多种模式,你可以更具自己的需求自行选择。
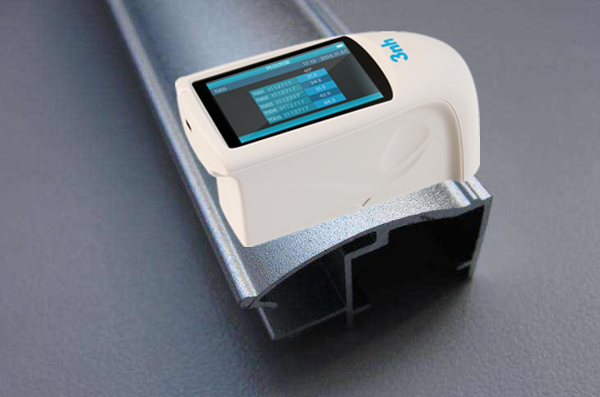
四、开始测量
测量样品大小应该要大于光泽度仪测量口径,如果是表面有一定弧度,应该选择测量口径更小的光泽度仪检测。
铝型材光泽度如何提高?
1.铝型材一般都是合金的(铝镁合金,铝锌合金等),不论怎么铣或车都会很亮。
2.加工时少不了考虑冷却方式,分水冷和油冷,保证冷却充分。
3.考虑切削刃具的选用。要用名牌的刀具对加工质量肯定有很大程度的帮助,甚至有决定的作用。
4.准确计算好加工的预留量,最后一刀对工件的表面质量很重要,切削量一定要留好,一般材质硬度高一点的,预留量要少一点,如0.05-0.2,如果材料软-硬度不高,吃刀量就要大一点,0.1-0.3,这个主要靠实际工作中的摸索。
5.有一次见过优秀的刀具加工的表面比镜子都要明亮照人,透亮透亮的,要不是上面有一点点带刀(盘铣刀带起铝削刮的划痕)还真看不出是铣刀加工出来的。
以上就是小编搜集整理的“铝型材光泽度检测方法”全文内容,想了解更多光泽度仪行业知识的用户,可以关注我们的后续更新!