发布日期:2024-11-07 浏览次数:917
啤酒颜色是啤酒重要的理化指标,在啤酒的质量品质评价中具有重要的作用。但啤酒在生产的过程中,原材料、生产工艺、包装等都会对啤酒的色度产生影响。为了管控啤酒的颜色品质,就需要对啤酒的色度进行测量。本文介绍了TS4010液体色度仪在啤酒色度控制中的应用。

色度是啤酒重要理化指标之一,对淡色啤酒而言,并非色度越低越好,同理对于深色或黑色啤酒,其色度也并非越深越好。对于某一特定品牌啤酒其色度应力求稳定在一个特定范围内。但在啤酒的生产过程中,影响啤酒色度的因素有很多,主要有以下几个方面:
1.麦芽色度:麦芽色度是影响啤酒色度的重要因素之一,在生产工艺固定的精况下,一般主要调整使用的麦芽色度来调整麦汁和啤酒的色度。
2.糖化工艺:糖化各段保温温度的高低和时间的长短,醪液或麦汁输送时间的长短都对啤酒的色度起着作用。
3.发酵:随着发酵的进行发酵液的色度会较麦汁有所降低。
4.过滤:发酵液经过滤后,使清酒色度低于发酵液。
5.包装:经过巴氏杀菌酒体色度会在高温下有所加深。
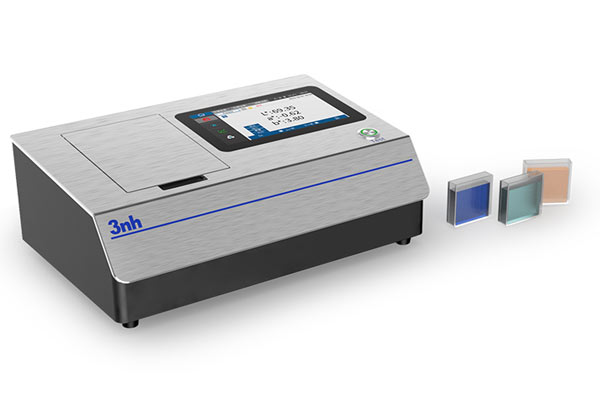
液体色度仪TS4010是3nh采用创新的核心技术专为液体色度测量设计的高精度色彩分析利器。采用D/0光学结构,搭载全波段LED光源和高性能测试系统,提供多种色度指标,包括透过率、色度、色差、铂钴指数、加德纳、塞伯特指数、石油色标、药典色度等,支持微量透射测量,测量速度快。广泛应用于化学工业、食品和饮料、石油化工、制药行业等领域的色度测量需求。
液体色度仪TS4010采用了先进的光谱分析技术,能够深入剖析溶液中的颜色成分,从而准确测定出啤酒色度值。其测量精度极高,可精确到小数点后几位,这种精度确保了它能够敏锐地捕捉到色彩的细微变化,为用户提供最为准确的测量结果。无论是在实验室的精密分析,还是在工业现场的快速检测,液体色度仪TS4020都能凭借其稳定性能和可靠质量,确保在不同环境条件下获得一致且准确的测量结果。
TS4010液体色度仪在测量啤酒色度时,模拟的是人眼看色的过程,其常用的是CIE Lab色空间,CIE Lab色空间由照度(L)以及有关色彩的a和b这3个要素组成。L轴以亮度表示黑白,其中,0为黑,100为白;a轴正值为红,负值为绿,0为中性;b轴正值为黄,负值为蓝,0为中性。所有颜色均可以通过Lab色空间感知并测量。以上数据也可以用来表示标样与测试样的色差,并通常以△Eab(总色差)、△L、△a和△b表示,其中,△L为正时表明测试样较标准样浅(偏白),△L为负时表明测试样较标准样深(偏黑);△a为正时表明测试样较标准样红(偏红),△a为负时表明测试样较标准样绿(偏绿);△b为正时表明测试样较标准样黄(偏黄),△b为负时表明测试样较标准样蓝(偏蓝);△Eab(或△E)为总色差,表示色差偏移的方向,值越大,表明色差越大。用户只需根据色度仪测定的Lab值就可以对啤酒的色度进行分析,进而管控啤酒的颜色品质。